In a typical production facility, tasks are assigned to different user roles ranging from operator to equipment engineer, process engineer, quality engineer, production planner, shift manager up to the production line manager. To support all those different roles ICT systems need to fulfil dissimilar requirements. Providing just general information is not sufficient. Providing the whole information creates information overload. The information source needs to be aware of the role of the information receiver and automatically deliver the needed subset. Moreover, currently data from sensor networks are mainly used for performance monitoring and are stored for later analyses, while information coming from Manufacturing Execution Systems (MES) or other enterprise applications (e.g. ERP) is used to control the production. However, a combination of both data is rarely utilized for real-time optimisation, scheduling and dispatching of tasks.
In order to overcome these difficulties, Sense&React combines a factory wide network of sensors with personal mobile devices of the users, equipped with state of the art Near Field Communication (NFC) technology, and intelligent manufacturing information management in real-time.
Sense&React has identified the following areas of particular concern that hamper the efficient application of ICT tools for efficient distribution of manufacturing information in real-time and under harsh condition to different users at the shop-floor or project-shop. Sense&React aims at:
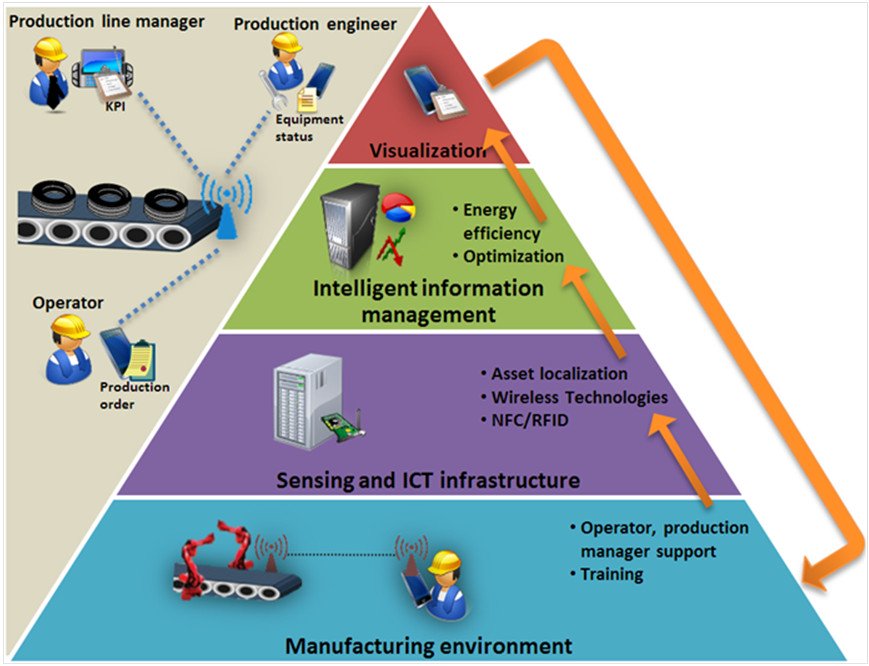
- Defining a factory wide sensing and ICT end-to-end infrastructure for sensing data from the manufacturing environment, subsequent real time data acquisition and management to information visualization onto display devices such as mobile devices, large screen and industrial touch screens.
- Developing methods and reference architecture for enabling intelligent management of manufacturing information in real-time: Sense&React intends to develop new information structures and information flow approaches so as to optimise the load of information presented to the different users at the shop-floor or project shop.
- The development and use of customised, role-specific user interfaces in shop-floor environments provided onto display devices such as NFC enabled mobile devices in order to support the shop-floor personnel with the adequate amount of information also considering the cognitive load when performing certain operations.
- Development and application of factory-wide real time optimization methods that utilize real-time data, such as personnel, asset or part location data in order to optimize production performance, energy efficiency and safety
In a final demonstration phase the RTD results are applied in 4 different but complementary industrial pilot cases (trucks, white goods, shipbuilding and energy efficiency) ensuring a wide applicability range of the envisaged project results.